Tebis CAD元素排版编程与制造过程优化
- 优化CNC制造过程
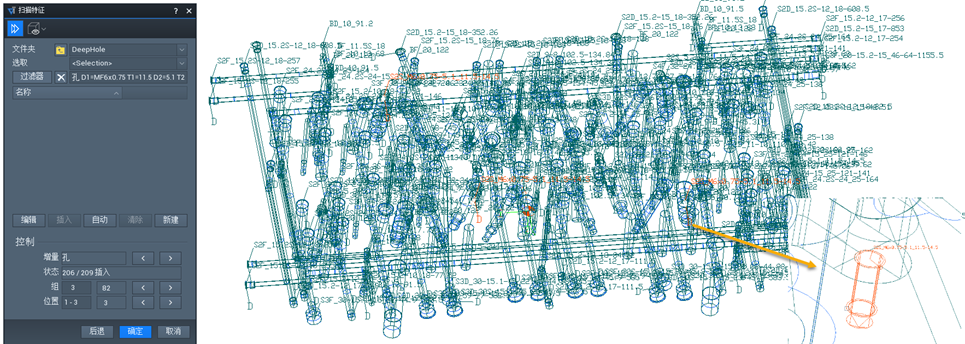
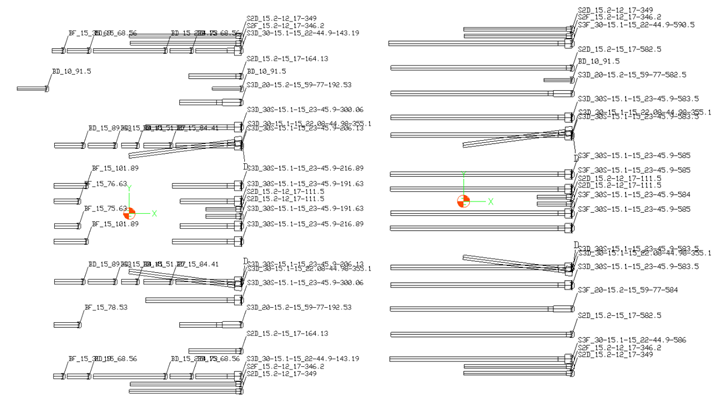
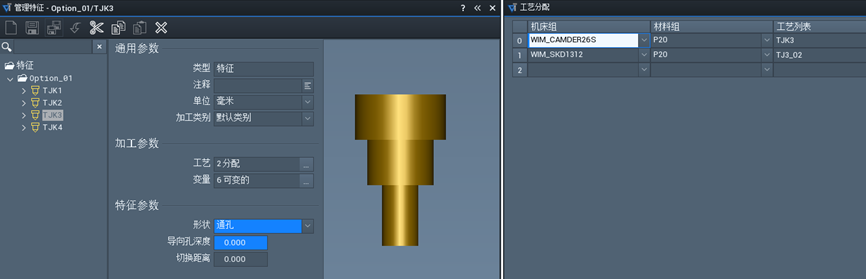
1.1 注塑模具深孔钻加工车间面临的问题
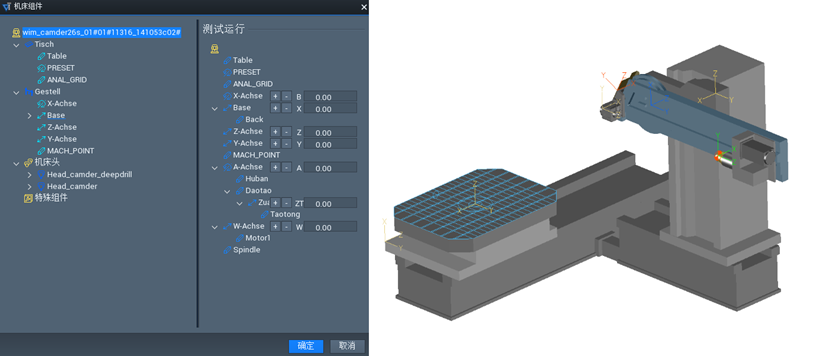
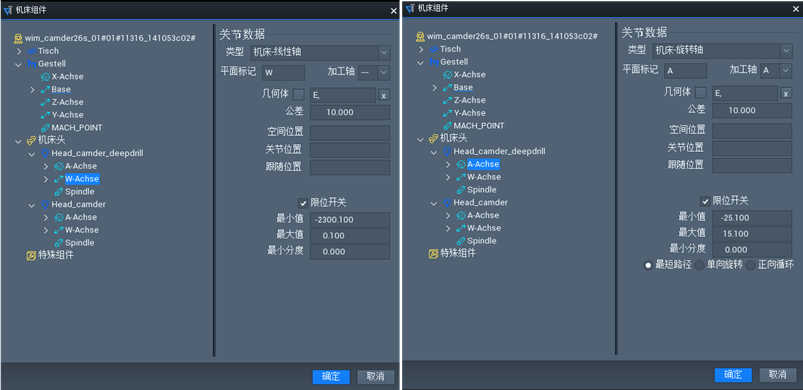
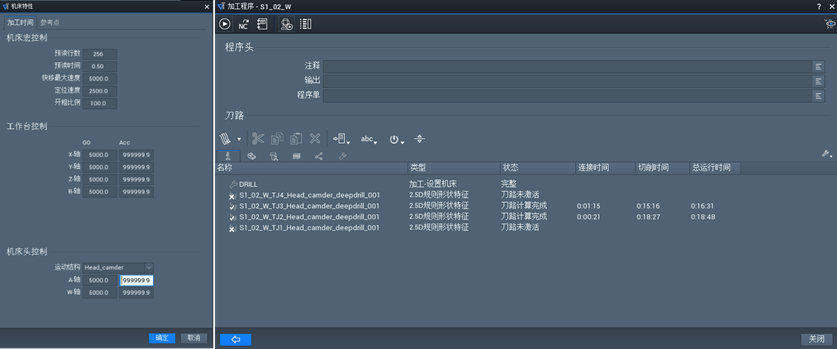
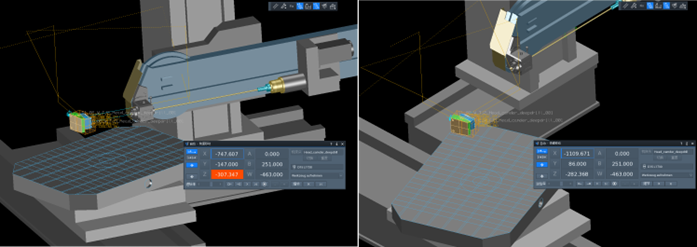
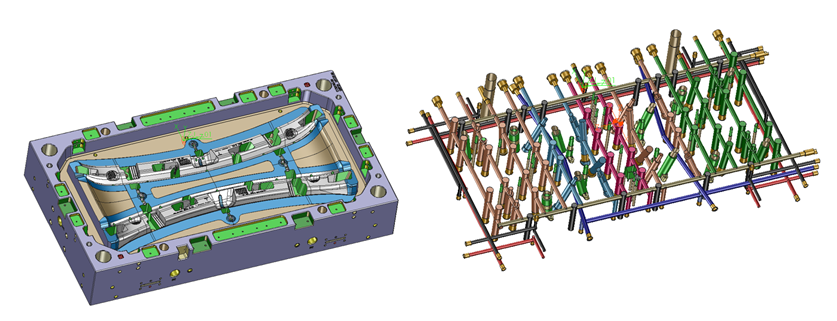
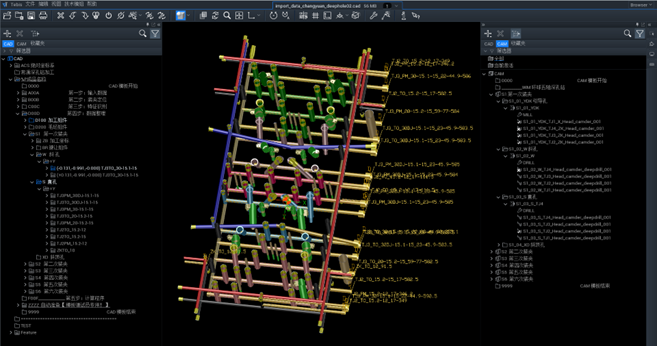
注塑模具油路、水路深孔加工存在数量多,方向多,必须配合五轴以上复合加工机床进行生产的特点。客户现场使用了7轴五联动的钻铣复合机床,工作台使用了扩展的B旋转轴,在线性Z轴中增加了扩展线性轴W轴,如要提升效率,实现自动换刀,存在安全碰撞检查难,扩展轴控制难,行程超极限预判难等情况。
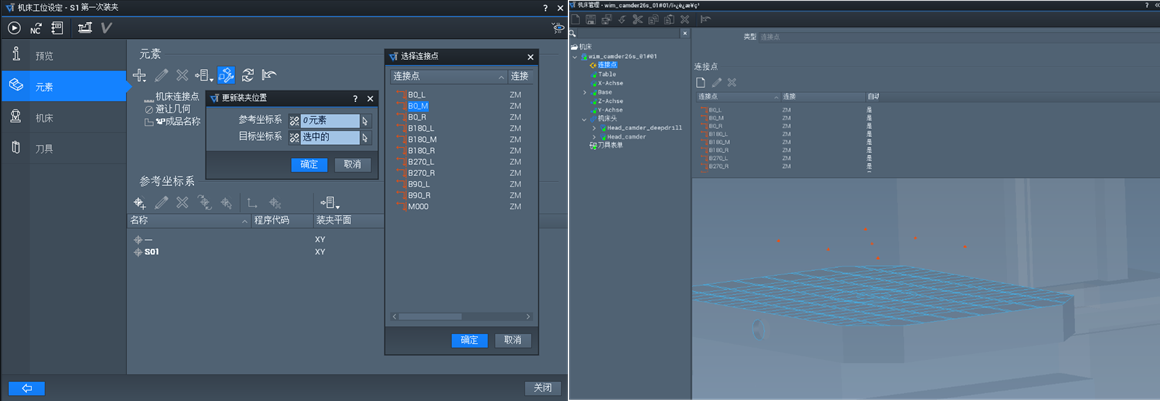
从深孔钻加工反映的问题可以看到,这些问题都与制造可靠性息息相关。而可靠性首先是系统性的设计,是认知问题。因此要解决这些问题,必须先解决编程工程师对机床的认知问题,这里我们利用Tebis的虚拟机床打开工程师的认知通道,让编程人员实现面向机床的CAM编程,从而达到事半功倍的效果。












































")

