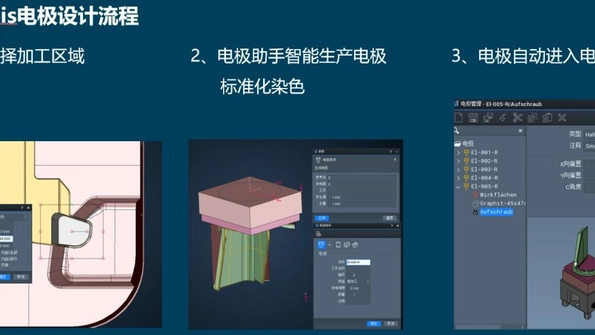
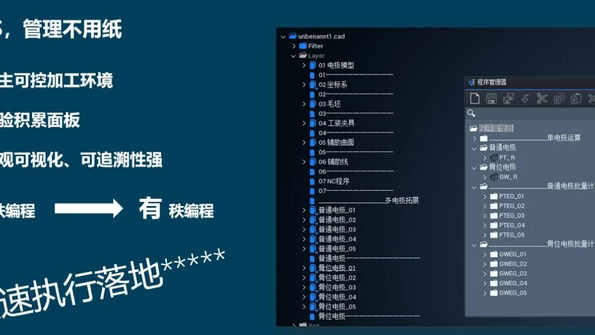
比如现在电极放在第一层,但毛坯放在50层。先把电极本身拿到原始电极层里。坐标系是定好的,不需要再重新填入。把电极放到毛坯层里面。这种简单的电极最多就三步就好了。
接下来对这个电极做标准化的准备。这个电极因为标准化做得很差,所以连颜色都没有,先将它进行一个标准化的染色。
染色的目的有两个:一是选择加工范围,二是选择加工工艺,可以通过颜色处理。
在Tebis里面,加工精度,加工工艺,还有加工范围都可以通过颜色来控制。
完成所有的准备工作之后,进入制造过程库。
制造过程库里就是我们的模板,可以做单电极的运算,也可以做多电极的运算。
Tebis在智能制造系统里面,可以实现批量的电极运算和输出。
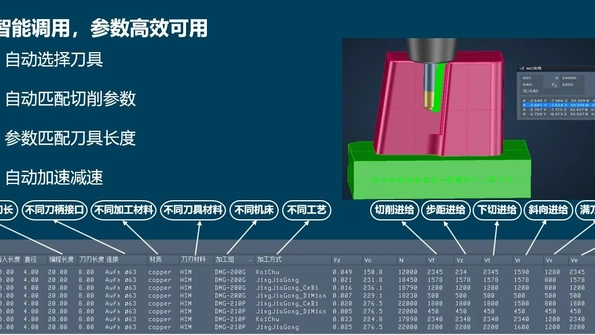
运行过程中可以看到,直接智能去计算,所有的切削参数、匹配、加工策略在流程里面已经做好了。
在运算的过程中,后台同时就做很多工作,比如实现智能抓取刀具、刀具的参数智能匹配;同一把刀具,刀是用于开粗的、还是精加工;精加工要分是精加工侧壁,还是精加工底面等等这些信息,都会在后台智能匹配。
举个例子,铜料做成铜件。它会智能抓取到机床,抓取到同样的属性,然后去匹配刀具。
在它的运算过程中,可以看到这右边有两个已经运算好了。
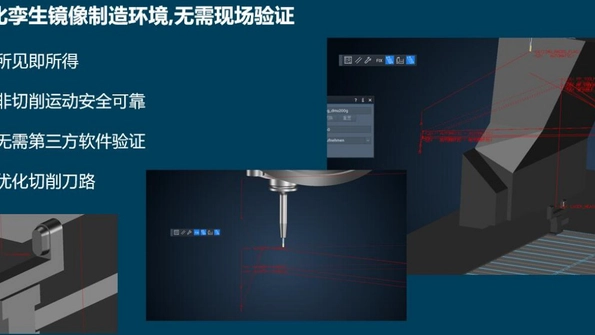
为什么有一个绿色的钩呢?因为运算过程中,Tebis会做刀路过切和碰撞检查。刀柄的过切和碰撞检查这些安全因素。Tebis都会在计算过程中考虑。
最后的清角刀路 ,可以看到能够碰撞刀柄,能下多深。
算完之后,进入最后一步。现在做机床的碰撞和形成有没有超程的检查。很快它也检查完了,同时加工时间也预估出来了。整体从这里可以看到,全部都是绿色的。(详情见下方视频)
通过刚才的一键执行,需要的要素都计算输出,而且是安全的输出。









































")

